热流道系统:精密注塑成型的高效节能解决方案
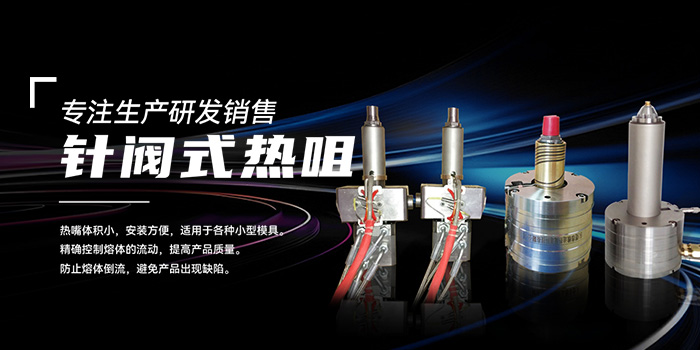
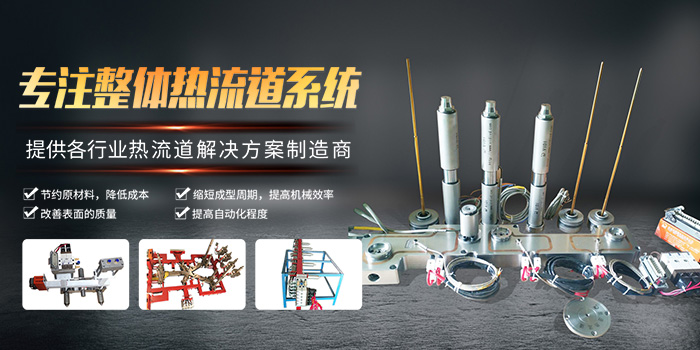
在现代塑胶注塑成型领域,热流道系统凭借稳定控温、无废料生产、提升成型效率与产品精度等优势,已成为汽车、电子、医疗、包装、家电等行业的关键配套装备。通过持续加热保持流道内塑胶熔体处于熔融状态,从源头消除流道废料,大幅降低原料损耗,同时优化成型周期与产品一致性。热流道系统由热咀、分流板、温控箱及相关配件组成,可精准控制熔体温度与流动平衡,减少产品缩水、流痕、结合线等缺陷,提升尺寸精度与外观质量。开放式热咀结构简洁、维护便捷,适用于大量常规塑胶件;针阀式热咀可实现无痕浇口,换色性能优良,满足高端外观件与精密制品成型需求。分流板采用平衡流道与均匀加热设计,确保多腔模具出料一致,适配一出八、一出十二、一出三十二等多腔量产场景。智能温控箱支持多组独立控温,响应迅速、温差波动小,可实时监控与调节系统温度,配合发热圈、电磁阀等可靠配件,保障长期连续稳定运行。整体式热流道系统安装简便、隔热效果好,适用于各类精密模具,尤其在汽车部件、电子连接器、医疗耗材、透明制品等高要求场景中表现突出。使用热流道可显著缩短成型周期、省去废料回收与人工修剪工序,降低综合生产成本,助力企业实现自动化、高效化、绿色化生产。随着注塑行业向高精度、高稳定性、低成本方向升级,热流道系统的应用不断普及,成为提升模具竞争力的核心配置之一。